Презентация "Сварка стыкового соединения"

- Рубрика: Презентации / Другие презентации
- Просмотров: 0
Презентация для классов "Презентация "Сварка стыкового соединения"" онлайн бесплатно на сайте электронных школьных презентаций uchebniki.org.ua

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
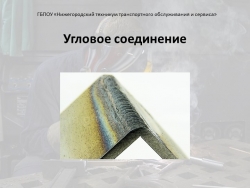
Стыковое соединение

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Стыковые сварные соединения (сварка встык)
Стыковое соединение сваркой представляет собой примыкание двух деталей торцевыми поверхностями друг к другу, лежащие на одной плоскости. Такое соединение простое и надежное, рекомендуется в конструкциях, которые подвергаются воздействию переменных напряжений.

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Где применяется
Стыковое соединение применяется когда утолщение металла исключено или не подходит, оно обеспечивает красивый внешний вид без выступающих кромок. Стыковое соединение применяют в авиакосмической и автомобильной промышленности. Применяется для образования неразъёмного соединения деталей различных металлических конструкций в том случае, когда поверхности деталей лежат в одной плоскости и примыкают друг к другу своими торцами.
Прямой стыковой шов
Косой стыковой шов
Встык свариваются части различных трубопроводов, обечайки различных емкостей, баллонов, цистерн, листовые конструкции, швеллеры, уголки и прочие фасонные профили.

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Преимущества
При стыковом соединении электродный металл используется меньше
Контролировать процесс не сложно
Конструкции получаются надежные
Техника сварки более простая, чем техника углового шва
Стыковые соединения обеспечивают плоскостность поверхности конструкции
Обеспечивают получение соединения деталей различной толщины
Есть возможность выполнения сварки металла большой толщины односторонним швом.

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Недостатки
Стыковое соединение не обеспечивает дополнительной жесткости в сравнении с нахлесточным
Так же могут образоваться значительные деформации поверхности после сварки (особенно при сварке тонкого металла)

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Разделка кромок под сварку
Важно! Если варите без скоса кромок и толщина металла более 2 мм, нужно выставить зазор между свариваемыми деталями!
От выбора скоса кромок зависит качество шва и изделия. Для каждого способа сварки выбирают разные разделки кромок.
К сведению! Без разделки процесс будет гораздо экономичней, но разделка кромок нужна для полного провара в сечении, что делает качество выше.

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Разделка кромок под сварку
Разделку можно выполнить зубилом, в данном случае края получатся не ровные, отличным вариантом станет болгарка, фрезерный станок, самым лучшим будет использование кромкореза (фаскоснимателя). Так же
нужно контролировать чистоту скосов что бы получить качественный шов без дефектов. Для стыковых соединений применяют все виды разделки кромок в зависимости от толщины металла и характера шва (односторонний или двухсторонний шов).

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Разделка кромок под сварку
Существует обозначение разделки кромок: U- V- K- X- образные. Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла, Х-образная разделка требует по одному шву с каждой стороны, когда V-образная обходится односторонним швом. Форма разделки кромок зависит от способа сварки, свариваемого материала, толщины свариваемых элементов.

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Как варить
Перед тем как приступить к свариванию производится технологическая подготовка. Детали следует разметить, произвести резку, поверхности зачищаются от загрязнений, ржавчины и высушиваются при наличии влаги.
Две свариваемые детали должны лежать на ровной поверхности и иметь между собой зазор 2-3 мм, зажигаем электрод ударом или «чиркнув» как спичку, выполняем две прихватки, что бы избежать деформации свариваемого соединения.

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Как варить
Вести электрод можно на себя, от себя, справа налево и слева направо. В зависимости от толщины металла и рекомендованного пространственного положения электрода выбирается способ
движения электрода
для лучшего сваривания,
так же электрод во
время работы держится
под углом 45 градусов.
После выполнения шва убирается шлак и зачищается поверхность. Что бы избежать прожогов применяют подкладки, с ними работа складывается более уверенно, можно увеличить ток и не варить с другой стороны шва.

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Сварка в нижнем положении
Детали зачищаются, для тонкого металла разделка кромок не выполняется, зазор между свариваемыми деталями составляет 1-3 мм. Производится сборка, устанавливаются прихватки (после прихватки зачищаются), далее сварку производим с обратной стороны прихваток.
Толщина валика не должна превышать 9 мм, а высота 1,5 мм. Сварку осуществляем слева направо, выполняем кольцевые колебательные движения против часовой стрелки, так же завариваем вторую сторону, на второй стороне можно увеличить ток, после сварки зачищаем поверхности.

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Сварка в нижнем положении
В процессе сварки электродом совершается 2-3 движения. Электрод опускают вниз по мере его плавления обеспечивая стабильное горения сварочной дуги. Электрод перемещают с равномерной скоростью наклонив его под углом 15-30 градусов от вертикали. В другой плоскости
электрод перпендикулярен
поверхности соединения.
В случае необходимости
получения сварного шва
увеличенной ширины
применяют различные
колебательные
движения

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Сварка в вертикальном положении
Сварочный ток снижается на 10-15% в сравнении с нижним положением (нужно снизить тепловую мощность дуги).
Сварка как правило ведется снизу вверх с отрывом дуги что бы жидкий металл не вытекал из сварочной ванны.
Электрод в одной плоскости расположен перпендикулярно к поверхности деталей, а в другой наклонен чуть ниже горизонтали.
Возможна так же сварка сверху вниз и снизу вверх без обрыва сварочной дуги. Это требует применение определенной марки электродов с подходящим типом покрытия.
Если соединение с разделкой кромок, то сварка в вертикальном положении выполняется в несколько проходов с зачисткой каждого прохода от шлака.

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Сварка в вертикальном положении
СОВЕТ! Сварщики, имеющие мало опыта, часто сталкиваются с залипанием электрода в процессе зажигания дуги на поверхности металла, особенно на сниженном сварочном токе. В данном случае возможно разжечь дугу на рядом положенной пластине (разогреть кончик электрода), а затем перенести дугу на стык деталей. Плавное касание разогретого электрода о деталь обеспечит легкое зажигание дуги без залипания, в том числе позволит избежать непровара в начале сварки стыка.

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»
Заключение
Процесс сварки заканчивается контролем качества. Сварные швы после очистки от различных загрязнений (шлака, брызг металла и копоти) визуально осматриваются на наличие наружных дефектов.

ГБПОУ «Нижегородский техникум транспортного обслуживания и сервиса»